Impulsado por la estrategia "Dual Carbon", la secador de lodos de calor de desecho a baja temperatura Toma el reciclaje de energía como el núcleo y crea un nuevo paradigma de "tratamiento de residuos con residuos" en el campo del tratamiento con lodos. Este equipo captura el calor de los residuos en los procesos industriales y construye un sistema desde la recuperación de calor hasta la regeneración de recursos, transformando el proceso tradicional de secado de lodos de alta energía en una solución sostenible de bajo carbono, proporcionando un camino innovador para la gobernanza coordinada de la ecología industrial.
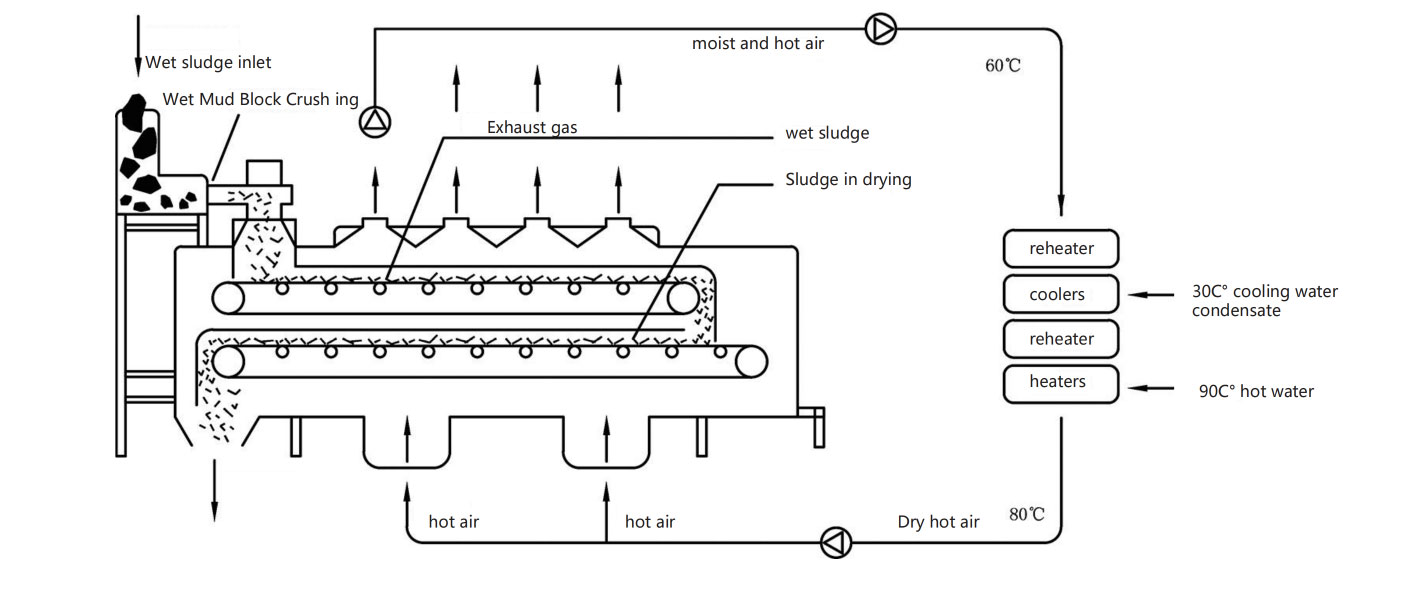
Su tecnología central radica en el profundo acoplamiento de la utilización de la cascada de calor de los residuos y el secado dinámico. El equipo recupera el calor de los desechos emitido por conjuntos de generadores o reacciones químicas a través de un sistema eficiente de intercambio de calor, y lo convierte en un medio de secado después de ser calentado por una bomba de calor. El agua se evapora bajo un gradiente de baja temperatura, evitando la descomposición de la materia orgánica causada por la alta temperatura, y la deshidratación profunda se logra a través de la diferencia de humedad.
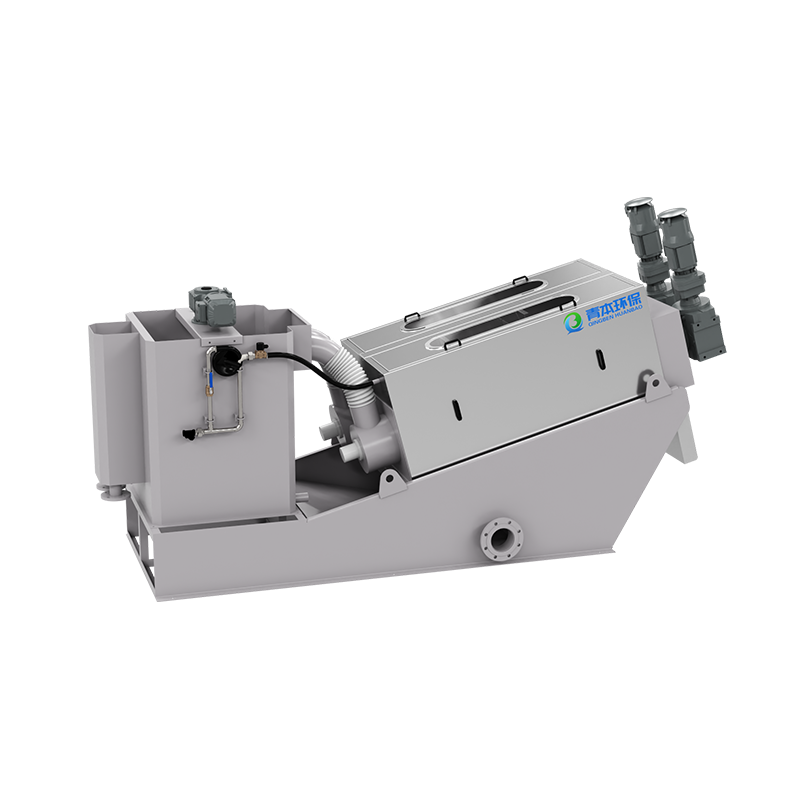
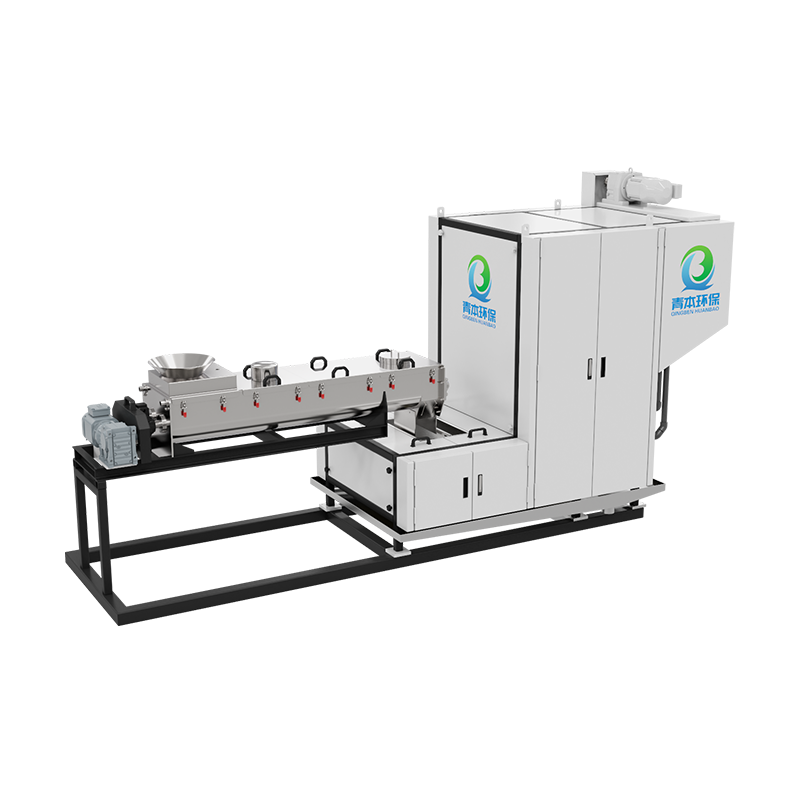
El diseño del equipo integra completamente los conceptos de intensividad e inteligencia. La estructura modular puede adaptarse de manera flexible a las características de las fuentes de calor residuales en diferentes escenarios. Ya sea que se trate de calor de desechos de gas de bombas, condensado de vapor o agua circulante de enfriamiento, se puede convertir en energía cinética de secado a través de unidades de intercambio de calor personalizadas. El doble salto en beneficios ambientales y valor de recursos es el avance central de esta tecnología. El contenido de humedad del lodo seco ha disminuido, realizando la transformación del valor de los desechos a los materiales de construcción
Con la profunda integración de Internet industrial y el sistema de energía, el secador de lodos de calor residuales de baja temperatura está evolucionando de un solo dispositivo a un nodo de energía inteligente. Esta evolución tecnológica aporta muestras innovadoras a la transformación industrial global de baja carbono industrial.